Наличие тисков позволяет расширить круг работ, повысить их эффективность. Ведь надежно закрепленные детали легче обрабатывать, качество их выше. В зависимости от проводимых работ, характеристик обрабатываемых предметов подбирают тиски определенных размеров и параметров. Это могут быть небольшие модели, легко умещающиеся на кухонном столе, табурете и более массивные для крупных деталей. Любую из них, приложив немного смекалки и трудолюбия, можно изготовить самостоятельно.
Особенности сборки зажимных устройств
Тиски используются для удержания различных деталей в заданном положении, что облегчает, повышает точность их обработки. Все они разделяются на две группы: столярные и слесарные. Вторые предназначены в первую очередь для работы с мягкими материалами: деревом, пластиком и др. Станочные используют для работы с жесткими материалами, поэтому зажимные губки для удобства обработки изделий имеют меньшую высоту выступа.
При изготовлении тисков в домашних условиях, чтобы оптимально приспособить их для своих нужд, в конструкцию стандартной модели можно внести любые изменения. Например, для обработки мелких деталей предусмотреть наличие поворотного механизма. Планируя изготовить тиски своими руками, обращают внимание на следующие нюансы:
- Материал. Для повышения надежности и долговечности изделия выбирают качественную сталь.
- Размер изделия. Если приходится обрабатывать преимущественно небольшие детали, то лучше сделать компактную модель.
- Шаг резьбы. Мелкая резьба обеспечивает эффективный зажим и плавный ход.
- Губки. Их размер и форму выбирают с учетом материала, типа рабочих заготовок. Плоские губки менее повреждают мягкие материалы.
Трубчатая конструкция тисков
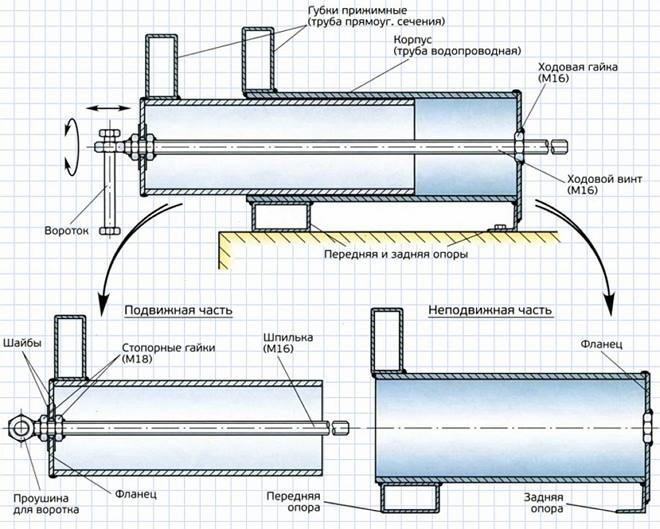
Самодельные зажимы можно изготовить из любых подручных материалов. Например, достаточно простой и эффективной является конструкция из металлических труб. Для этого необходимо подобрать трубы с таким расчетом, чтобы одна из них плотно входила в другую. Изделия должны быть цельнотянутые без внутреннего сварочного шва. Размер произвольный, поскольку подбирается исходя из назначения зажимного приспособления и характеристик обрабатываемых деталей.
Порядок изготовления будет следующим:
- Снизу трубы большего диаметра, которая послужит основой конструкции, привариваются опоры. На тыльной стороне – задняя стенка из стального листа толщиной 3-5 мм, с предварительно просверленным отверстием и приваренной ходовой гайкой. Напротив передней опоры в верхней точке приваривается задняя неподвижная губка.
- На наружной стороне подвижной трубы приваривается еще одна стальная заглушка толщиной 3-5 мм. Для ее перемещения из шпильки, стопорных гаек и упорных шайб изготавливается крепление. На выступающем конце шпильки приваривается проушина для вставки воротка. В верхней точке подвижной трубы крепится передняя губка.
- На завершающем этапе на губки прикручивают пластины из закаленной стали с предварительно нанесенными насечками. Их наличие увеличит площадь прижима и обеспечит надежную фиксацию обрабатываемых предметов.
Для облегчения хода на все движущиеся части: поверхность внутренней трубы, резьбу шпильки – наносится консистентная смазка, отличающаяся низкой текучестью.
Аналогичным образом делаются зажимы из квадратного или прямоугольного профиля. Основным их преимуществом является продольное перемещение движущейся части при полном отсутствии вращения, что характерно для трубчатой конструкции.
Тиски из уголков
Простые слесарные тиски можно изготовить из металлических уголков любого размера. Кроме них потребуются следующие материалы и инструменты:
- металлический прут диаметром 20 мм для изготовления ходового винта;
- штыри для направляющих в количестве двух единиц, но в более простой конструкции их не используют;
- болты, гайки, шайбы;
- электродрель, сварочный аппарат, молоток, напильник, ножовка по металлу.

Последовательность действий будет следующая:
- Из прутка изготавливается ходовой винт. Поскольку в домашних условиях сложно сделать винт требуемых характеристик, то эту операцию лучше доверить специалистам.
- Создается основание из двух продольных и поперечных уголков, в нижней части обязательно приваривают пластины с готовыми отверстиями, через которые станочные тиски будут крепиться на любую устойчивую поверхность.
- Неподвижная губка уже приварена, она является частью основания. Поэтому, просверлив в ней отверстие необходимого размера (равного диаметру винта), приваривают гайку под ходовой винт. Резьбу можно нарезать непосредственно в теле уголка, но гайка более надежный вариант.
- Подвижную губку делают отдельно, обязательно предусматривая механизм крепления. Для этого с обратной стороны приваривается П-образная пластина. На торце винта просверливается отверстие под шпильку, которой фиксируют предварительно вставленную шайбу.
- По бокам губок осуществляют крепление направляющих шпилек, но их наличие не является обязательным условием.
На последнем этапе, закрепив готовое изделие к рабочему основанию, проверяют действие всех механизмов.